مهندسی خطوط انتقال هوایی؛ چرا زنجیرهای فورج سری X (X348 و X458) شریان حیاتی سالنهای مونتاژ و کورهها هستند؟
41 ثانیه پیش
خواندن این مطلب 8 دقیقه زمان میبرد
لجستیک داخلی، انتقال مداوم مواد و مدیریت جریان کار (Workflow Management)، قلب تپنده هر کارخانه صنعتی مدرن است. در صنایع سنگین، خودروسازی، کشتارگاههای صنعتی، خطوط رنگ الکترواستاتیک و کارخانجات تولید لوازم خانگی، توقف حرکت در طول خط (Downtime) به معنای ایجاد گلوگاههای تولیدی (Bottlenecks) و ضررهای مالی هنگفت است. در این اکوسیستمهای پیچیده، کانوایرهای هوایی (Overhead Conveyors) به عنوان سیستم عصبی و شریان اصلی انتقال کارخانه عمل میکنند و بار اصلی این سیستمها بر دوش زنجیرهای دراپفورج بدون پرچ (Drop-Forged Rivetless Chains) سری X قرار دارد.
در این مقاله تخصصی و جامع، قصد داریم با نگاهی عمیق و مهندسی، به بررسی متالورژی ساخت، دینامیک حرکت، محاسبات مهندسی طراحی خط و تجهیزات جانبی این سیستمها بپردازیم و تفاوتهای کلیدی و کاربردی سیستمهای ۳ اینچ و ۴ اینچ را به صورت علمی تحلیل کنیم.
💡 پاسخهای سریع برای مهندسین (Featured Snippet)
پرسش: زنجیر فورج بدون پرچ (Rivetless Drop-Forged Chain) چیست و چه کاربردی دارد؟
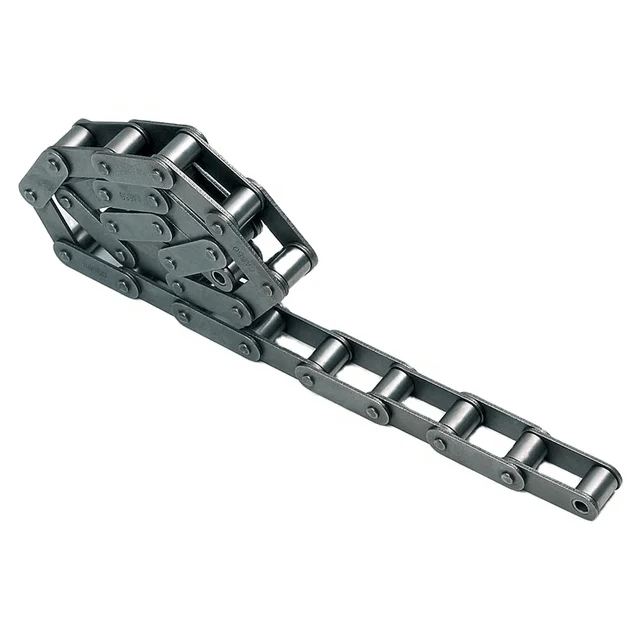
پاسخ: زنجیر فورج بدون پرچ، نوعی زنجیر صنعتی قدرتمند متشکل از سه قطعه اصلی (پین، لینک مرکزی و لینکهای جانبی) است که بدون استفاده از پرچ، پینهای متصلکننده یا جوشکاری، صرفاً از طریق هندسه خاص قطعات در هم قفل میشوند. این قطعات با روش آهنگری سقوطی (Drop Forging) از فولادهای آلیاژی تولید شده و برای تحمل تنشهای کششی بالا در مسیرهای پرپیچوخم کانوایرهای هوایی کاربرد دارند.
پاسخ: تفاوت اصلی در «گام زنجیر» (Pitch)، «ضخامت متریال» و در نتیجه «ظرفیت تحمل بار» (Working Load Limit) نهفته است. سیستمهای ۳ اینچ دارای گام ~۷۶ میلیمتری بوده و برای بارهای سبک تا متوسط (مانند خطوط رنگ پودری و کشتارگاهها) روی تیرآهنهای ۳ اینچ طراحی شدهاند. در مقابل، سیستمهای ۴ اینچ با گام ~۱۰۱ میلیمتری، استحکام کششی دو برابر داشته و برای بارهای سنگین (مانند شاسی خودرو و قطعات ریختهگری) روی تیرآهنهای ۴ اینچ استفاده میشوند.
۱. تاریخچه و اهمیت استراتژیک کانوایرهای هوایی در صنعت
مفهوم انتقال هوایی مواد به دوران انقلاب صنعتی و نیاز به استفاده بهینه از فضای کارخانجات برمیگردد. در کارخانجاتی که فضای کف سالن (Floor Space) به ماشینآلات، رباتها و اپراتورها اختصاص دارد، انتقال مواد از طریق سقف، یک راهکار مهندسی بینظیر است. این سیستمها علاوه بر صرفهجویی در فضا، ایمنی محیط کار را افزایش داده و امکان انتقال قطعات از محیطهای خطرناک (نظیر حوضچههای اسیدشویی، چربیگیری و کورههای پخت با دمای بالا) را بدون دخالت نیروی انسانی فراهم میکنند.
قلب تپنده این مکانیزم حرکتی، زنجیرهای فورج سری X هستند. حرف X در این کدگذاری بینالمللی نشاندهنده طراحی خاص و بهبودیافتهای است که انعطافپذیری فوقالعادهای در خمشهای افقی و عمودی (Vertical and Horizontal Curves) به زنجیر میبخشد و از گیرپاژ کردن آن در قوسهای تند جلوگیری میکند.
۲. متالورژی، آناتومی و فرآیند تولید زنجیرهای سری X
زنجیرهای کانوایر هوایی در شرایط ایزوله و ایدهآل کار نمیکنند. آنها دائماً تحت تنشهای کششی متغیر، خستگی مکانیکی (Mechanical Fatigue)، سایش شدید و شوکهای حرارتی (نظیر عبور مکرر از کورههای پخت رنگ با دمای ۲۵۰ درجه سانتیگراد و بازگشت به دمای محیط) قرار دارند.
دلیل نامگذاری این زنجیرها به «دراپفورج» (Drop-Forged)، فرآیند تولید پیچیده آنهاست. در این روش، شمشهای فولاد آلیاژی (معمولاً فولادهای کربنمتوسط نظیر SAE 1045 یا فولادهای آلیاژی کرومدار نظیر 4140) تا دمای شکلپذیری پلاستیک گرم شده و سپس تحت ضربات سنگین چکشهای هیدرولیکی فرم داده میشوند. این فرآیند باعث همراستا شدن ساختار دانهبندی فلز (Grain Flow) با خطوط اعمال نیرو در قطعه نهایی میشود. برخلاف قطعات ریختهگری یا ماشینکاری شده که خطوط دانهبندی در آنها قطع میشود، قطعات فورجشده بالاترین مقاومت در برابر شکست را از خود نشان میدهند.
از نظر علم مقاومت مصالح، تنش کششی عمود بر سطح σ \sigma σ در لینکهای زنجیر از رابطه پایه زیر محاسبه میشود:
σ=FAeff \sigma = \frac{F}{A_{eff}} σ=AeffF
که در آن F F F نیروی کششی ماکزیمم در طول خط و Aeff A_{eff} Aeff سطح مقطع موثر (بخش بحرانی لینکهای جانبی یا پین) است.
پس از عملیات فورج، قطعات تحت عملیات حرارتی (Heat Treatment) دقیق شامل سختکاری (Quenching) و تمپرینگ (Tempering) قرار میگیرند تا سختی سطح برای مقاومت در برابر سایش (معمولاً بین 38 تا 45 راکول C) و چقرمگی مغز قطعه برای مقاومت در برابر ضربه تضمین شود.
۳. تحلیل مهندسی خطوط انتقال با سیستمهای ۳ اینچ (سری X348)
در بسیاری از خطوط تولید مدرن، از جمله مونتاژ قطعات الکترونیکی، لوازم خانگی، سیستمهای سورتینگ، کشتارگاههای صنعتی طیور و سالنهای رنگ پودری، محمولهها وزن نسبتاً سبکی دارند، اما مسیر انتقال بسیار طولانی و پرپیچوخم است. در این خطوط، ما به سیستمی نیاز داریم که شعاع گردش (Turning Radius) کوچکی داشته باشد.
در این شرایط، انتخاب بهینه مهندسان طراح، استفاده از [زنجیر ترولی ۳ اینچ (X348)] است. عدد ۳ در این کد نشاندهنده گام زنجیر (Pitch) است که معادل ۳ اینچ (دقیقاً ۷۶.۲ میلیمتر) میباشد. میانگین استحکام کششی نهایی (Ultimate Tensile Strength) در این سری معمولاً حدود ۲۴,۰۰۰ پوند (معادل تقریبی ۱۰,۸۰۰ کیلوگرم-نیرو) است. به دلیل ابعاد کامپکت، این زنجیرها میتوانند از قوسهای افقی با شعاعهای بسیار کم عبور کنند.
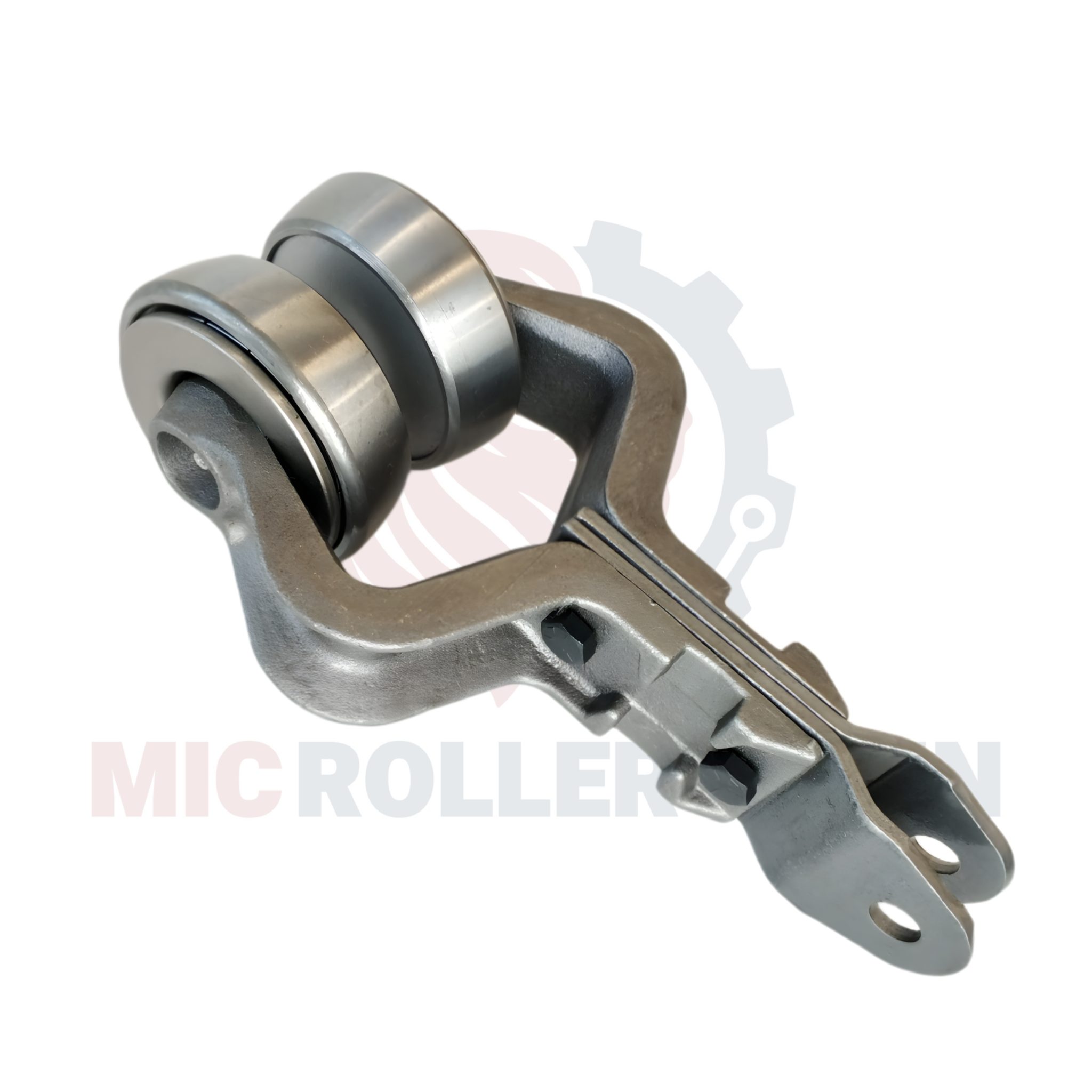
اما همانطور که میدانید، زنجیر به تنهایی وظیفه اعمال نیروی کششی را بر عهده دارد و قادر به تحمل وزن محموله در راستای عمودی نیست. انتقال وزن بار به پروفیلهای نگهدارنده (که معمولاً تیرآهنهای I-Beam سایز ۳ اینچ هستند) توسط مجموعهای به نام ترولی انجام میشود. در این سیستمها، [دستک ترولی ۳ اینچ (X348)] نقش حیاتی را ایفا میکند. این دستکها که از دو نیمه فورجشده (Bracket)، چرخها (Wheels) و بلبرینگها تشکیل شدهاند، از طریق یک اتصال مفصلی به لینک مرکزی زنجیر متصل میشوند. بلبرینگهای به کار رفته در این ترولیها معمولاً از نوع Retainer-type یا Full-ball هستند و با گریسهای نسوز پر میشوند تا حرکت روان و بدون ارتعاشی را در طول مسیرهای طولانی رقم بزنند.
۴. بررسی تخصصی سیستمهای ۴ اینچ (X458) در صنایع سنگین
هنگامی که از خطوط سبک فاصله میگیریم و وارد سالنهای مونتاژ بدنه خودرو، کارخانجات ریختهگری، خطوط انتقال شمشهای فلزی، یا کورههای پخت با ظرفیت بالا میشویم، محاسبات دینامیکی و استاتیکی خط به طور کامل تغییر میکنند. وزن محمولهها (Payload) به شدت افزایش یافته و فواصل انتقال به کیلومترها میرسد.
در این پروژهها، محاسبه نیروی کششی کلِ مورد نیاز زنجیر (Total Chain Pull) نیازمند دقت فراوان است. یکی از فرمولهای مهندسی پرکاربرد برای محاسبه کشش در مسیر مستقیم و شیبدار به صورت زیر تقریب زده میشود:
Ttotal=L⋅μ⋅(w+Wp)±H⋅(w+Wp) T_{total} = L \cdot \mu \cdot (w + W_p) \pm H \cdot (w + W_p) Ttotal=L⋅μ⋅(w+Wp)±H⋅(w+Wp)
در این فرمول:
Ttotal T_{total} Ttotal: نیروی کششی در مقطع مورد نظر خط
w w w: وزن واحد طول سیستم متحرک (زنجیر + ترولیها + قلابها)
Wp W_p Wp: وزن واحد طول بار اعمالی (قطعات در حال حمل)
μ \mu μ: ضریب اصطکاک غلتشی چرخهای ترولی روی تیرآهن (معمولاً بین ۰.۰۲ تا ۰.۰۵ وابسته به کیفیت بلبرینگ و مسیر)
L L L: طول تصویر افقی مسیر کانوایر
H H H: اختلاف ارتفاع در مسیرهای شیبدار (علامت مثبت برای حرکت به بالا و منفی برای حرکت به پایین)
با افزایش چشمگیر متغیر Wp W_p Wp، سیستمهای ۳ اینچی دیگر پاسخگو نبوده و ضریب اطمینان (Safety Factor) به شدت افت میکند، که نتیجه آن پارگی زنجیر و سقوط بار خواهد بود. بنابراین، انتخاب استاندارد و ایمن در صنایع سنگین، [زنجیر ترولی ۴ اینچ (X458)] است. این زنجیرها با گام بزرگتر (حدود ۱۰۱.۶ میلیمتر)، پینهای قطورتر و لینکهای مستحکمتر، استحکام کششی نهایی معادل ۴۸,۰۰۰ پوند (بیش از ۲۱,۷۰۰ کیلوگرم-نیرو) را ارائه میدهند.
همگام با ارتقای سایز زنجیر، استفاده از [دستک ترولی ۴ اینچ (X458)] الزامی است. این دستکها برای حرکت روی تیرآهنهای سایز ۴ اینچ طراحی شدهاند و دارای براکتهای فورجشده سنگینتر و چرخهایی با ظرفیت تحمل بار استاتیک و دینامیک (Heavy-duty) بالاتر هستند. در محیطهای پرخطر مانند کورههای دکورال، این ترولیها از نوسانات پاندولی قطعات سنگین جلوگیری کرده و پایداری سیستم را تضمین میکنند.
۶. از سقف تا کف سالن؛ معماری ترکیبی در خطوط انتقال مدرن
یکی از اشتباهات رایج در طراحی لیآوت (Layout) کارخانجات، اصرار بر استفاده از یک تکنولوژی واحد برای تمامی فرآیندهاست. در حالی که کانوایرهای هوایی (زنجیرهای فورج و ترولیها) برای آزادسازی فضای کف، انبارش در ارتفاع و عبور از مناطق پرخطر و کورهها بینظیر هستند، گاهی اوقات فرآیندهای تولید نیازمند استقرار قطعه روی زمین است. مثلاً در ایستگاههای مونتاژ نهایی موتور یا تریم داخل خودرو، اپراتورها و رباتها نیاز دارند تا به تمامی زوایای قطعه دسترسی داشته باشند و قطعه نباید نوسان داشته باشد.
در این بخش از خطوط تولید، استفاده از [زنجیر صنعتی کانوایر (کانوایر زمینی)] که معمولاً از نوع زنجیرهای درگ (Drag Chains)، اسلت کانوایرها (Slat) یا آپرونها هستند، حیاتی است. زنجیرهای صنعتی کانوایر زمینی برای جابجایی پالتهای سنگین (Pallet Handling)، ایجاد یک پلتفرم مستحکم و کاملاً تراز برای عملیات دقیق مونتاژ طراحی شدهاند. ترکیب کانوایر هوایی برای حملونقل و انبارش موقت (Buffer Storage) با کانوایر زمینی برای ایستگاههای کاری دقیق، بالاترین سطح بهرهوری و کمترین میزان استهلاک را به همراه دارد.
۷. اصول نگهداری، تعمیرات پیشگیرانه (PM) و عوامل خرابی سیستم
حتی بهترین طراحیهای مهندسی نیز بدون یک برنامه نگهداری و تعمیرات (Maintenance) اصولی با شکست مواجه میشوند. برای حفظ طول عمر مفید زنجیرهای فورج و ترولیها، تیمهای نت کارخانه باید پارامترهای زیر را به شدت پایش کنند:
روانکاری تخصصی (Specialized Lubrication): در محیطهای با دمای بالا (کورهها)، روغنهای معدنی معمولی تبخیر شده، دود میکنند و از خود پسماند کربنی (Carbon Deposition) به جا میگذارند که باعث قفل شدن پینها در لینکها و خرد شدن بلبرینگهای ترولی میشود. استفاده از روانکارهای سینتتیک پایه استر، یا روانکارهای حاوی گرافیت و مولیبدن دیسولفید (MoS2) که توسط سیستمهای روغنکاری اتوماتیک (Automatic Lubricators) به صورت مهپاش روی مفاصل زنجیر و بلبرینگها اعمال میشوند، الزامی است.
پدیده افزایش طول زنجیر (Chain Elongation): بر خلاف تصور عامه، زنجیرهای فورج در اثر کارکرد در محدوده بار مجاز «کش» نمیآیند (تغییر شکل پلاستیک نمیدهند). بلکه سایش تدریجی بین سطح پین و سوراخ لینک مرکزی، باعث ایجاد لقی شده که در طول هزاران لینک، خود را به صورت افزایش طول کلی سیستم نشان میدهد. در استانداردهای تعمیراتی، اگر افزایش طول زنجیر بیش از ۲.۵ الی ۳ درصد طول اولیه آن باشد، زنجیر به اصطلاح “رسیده” و باید به طور کامل تعویض گردد، در غیر این صورت به دندانههای کاترپیلار درایو آسیب جدی وارد میکند.
انجام دقیقترین محاسبات مهندسی و شبیهسازیهای نرمافزاری تنها زمانی در دنیای واقعی موفق خواهند بود که قطعات و تجهیزات تامینشده، دقیقاً منطبق بر استانداردهای متالورژیکی و ابعادی (نظیر استانداردهای CEMA) ساخته شده باشند. استفاده از زنجیرها و ترولیهای تقلبی یا بیکیفیت که عملیات فورجینگ و سختکاری حرارتی را به درستی طی نکردهاند، ریسک توقف ناگهانی خط تولید (Downtime) و هزینههای تعمیرات اورژانسی را به شدت بالا میبرد. در صنایع پیوسته، هزینه یک ساعت توقف خط به مراتب از قیمت کل زنجیر کانوایر بیشتر است.
طراحی، راهاندازی و تامین قطعات یدکی سیستمهای پیچیده انتقال مواد، نیازمند پشتوانه فنی عمیق، تجربه صنعتی اثباتشده و تضمین کیفیت قطعات است. [هلدینگ صنعتی مدنی] با اتکا به سالها تجربه درخشان در زمینه مشاوره، مهندسی معکوس، تامین و تجهیز خطوط انتقال مواد کارخانجات عظیم کشور، به عنوان یک مرجع و شریک استراتژیک در کنار مهندسان و مدیران صنایع ایستاده است.
این مجموعه با شناخت دقیق از نیازهای خطوط رنگ، مونتاژ، ریختهگری و لجستیک، و با ارائه جامعترین سبد محصولات اعم از زنجیرهای فورج سری ۳ و ۴ اینچ، ترولیهای نسوز، و سیستمهای کانوایر زمینی در کلاس جهانی، رسالت خود را ارتقای سطح پایداری و بهرهوری صنایع میداند. مشاورههای تخصصی پیش از خرید توسط کارشناسان خبره این هلدینگ، به شما اطمینان میدهد که مناسبترین تجهیزات را با بهینهترین ضریب اطمینان برای قلب تپنده کارخانه خود انتخاب کردهاید.
نتیجهگیری
معماری خطوط انتقال مواد یک هنر مهندسی است که در آن فیزیک حرکات، علم مواد و اقتصاد تولید به هم گره میخورند. انتخاب بین سیستمهای ترولی ۳ اینچ و ۴ اینچ هرگز یک تصمیم تصادفی و بر پایه حدسیات نیست؛ بلکه خروجیِ محاسبات پیچیده دینامیکی، درک دقیق از شرایط محیطی (دما و آلایندهها) و تحلیل مسیر حرکت است. ترکیب هوشمندانه کانوایرهای هوایی با کانوایرهای صنعتی زمینی، و از همه مهمتر، استفاده از قطعات فورجشده استاندارد و روانکاری اصولی، میتواند بازدهی و قابلیت اطمینان (Reliability) یک کارخانه را برای دههها تضمین کند. در این مسیر پرچالش، انتخاب یک تامینکننده و مشاور معتبر، اصلیترین گام برای تضمین تداوم تولید است.